
Rotary Kiln Gasifier-Combustor
Rotary kiln furnaces are the workhorse of industry to burn solid waste in combination with sludge, waste gas and/or waste liquids and where the rotating motion transports the solid burning waste through the incinerator.
Ashes are collected at the end of the rotating kiln and then combustion gases are completely oxidised in the static post combustion chamber. Rotary kiln furnaces typically feature different types of solid waste feeding systems for the bulky solid waste, containers and drums such as feeding screws and ram feeders. Waste gases and liquids are either injected into the rotary kiln, or the (vertical) post combustion chamber behind the rotary kiln.
It provides for flexible and versatile incineration technology, but is characterised by a lower thermal efficiency with the associated higher operating and maintenance costs.


Key Features
- Rotary kiln furnace with pre-set inclination and variable rotation speed
- Labyrinth type seal with cooling and/or flushing with inert gas
- Different feeding systems for solid waste, waste liquids and waste gases
- Can be operated in a reducing or oxidizing environment
- Different drive mechanisms such as chain or direct drive, depending on the size of the kiln and the capacity
Key Advantages
- Robust and flexible design to burn a wide range of waste fractions
- Proven technology
- Destruction efficiency over 99.999% and less than 3% carbon in the ashes
- Low NOx and CO emissions possible
- Flue gas treatment train needed to meet acid, heavy metal, dust and PCDD/F emission levels
- Redu - Reox process for high thermal efficiency and low emissions
Fluidised Bed Furnaces
A fluidised bed furnace is the technology of choice for the combustion of many sludge streams or solid waste streams with a high moisture content. In a fluidised bed reactor, an inert material, typically calibrated quartz sand, is fluidised by blowing air through the bed. The sand bed expands and provides an ideal medium for the mixing of waste with combustion air. Because the fluidised bed is maintained at an elevated temperature, typically between 650°C and 800°C the water evaporates and volatile organic compounds mix with combustion air whilst escaping from the fluidised bed.


Nutara fluidised bed reactors are bubbling fluidised beds with high turbulence. Different feeding systems can be supplied ranging from feeding screws and over spreader stokers to injection lances.
Key Features
- Turbulent bubbling fluidized bed of inert material
- Different feeding systems for solid waste, waste liquids and waste gases
- Can be operated in a reducing or oxidising environment
Key Advantages
- Robust and flexible design to burn sludge or solid waste with high moisture content
- Stable combustion process of waste with varying moisture content over time
- Proven technology
- Destruction efficiency over 99.99% and less than 1% carbon in the ashes
- Low NOx and CO emissions possible
- Flue gas treatment train needed to meet acid, heavy metal, dust and PCDD/F emission levels
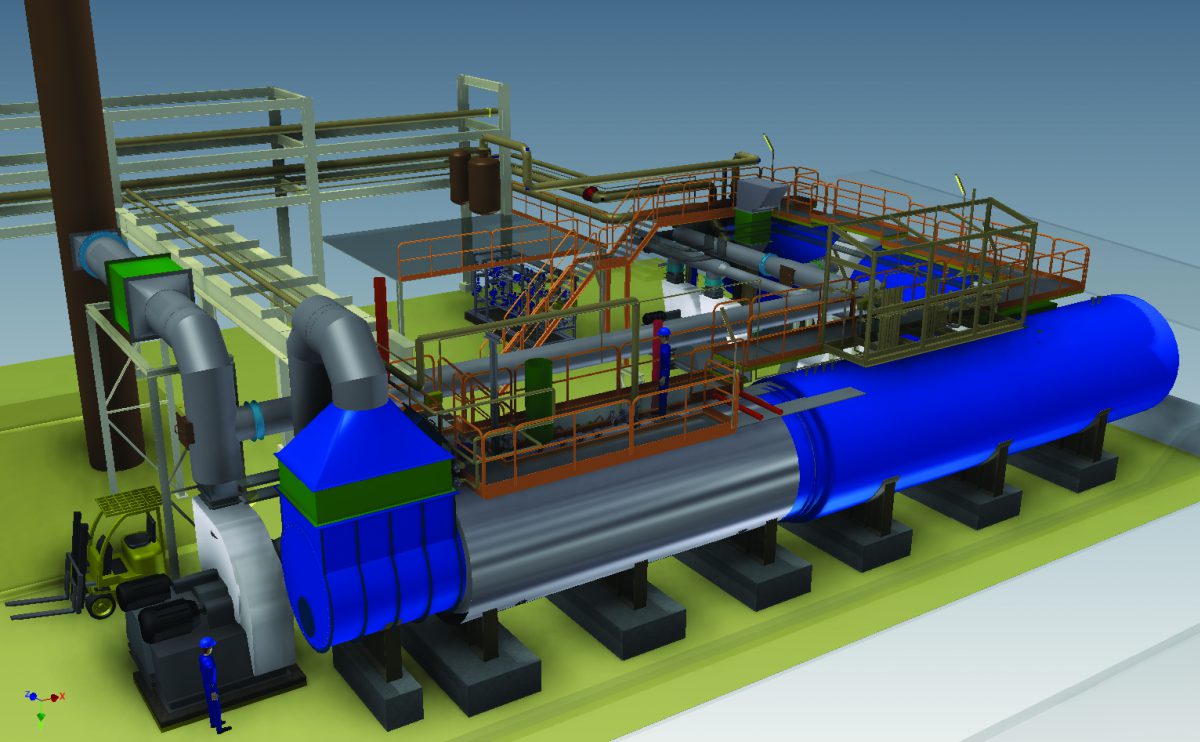
Waste Heat Recovery
Most of the Nutara incinerators are equipped with waste heat recovery systems. Nutara has supplied a wide range of waste heat recovery installations including steam boilers, thermal oil heaters, gas-liquid heat exchangers, gas-gas heat exchangers, bath heaters and air heaters. All waste heat recovery installations are tailored to the needs of the client and the optimal design of the overall installation. Our range of waste heat recovery systems include:
• Fired tube boilers with or without economizer
- Single pass and multi-pass systems can be supplied
- Boilers can be equipped with an on-line cleaning system to allow operation with dust-loaded (flue) gases
- Boilers up to 25 MW capacity can be supplied with pressures from 10 to 22 bar
• Water tube boiler boilers with or without economizer
- Superheated or saturated steam
- Horizontal or vertical boiler arrangements
- Bundles in refractory lined casing or with membrane walls
- Capacities up to 100 MWth with pressures ranging from 15 to 65 bar
• Thermal oil heaters
• Bath heat exchangers
• Air - flue gas tube and shell heat exchangers
• Flue gas - liquid tube and shell heat exchangers
• Air heaters

Heat exchangers can be manufactured in carbon steel or high grade alloys e.g. Duplex, Hasteloy, Inconel, AISI 316, AISI 304.